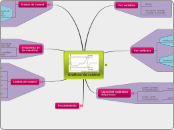
Graficos de control
Por variables
Promedio
Rango
Desviacion estandar
respecto al promedio
Por atributos
Distribucion binomial
Fraccion no conforme
Numero de articulos
produccidos no conformes
Distribucion Poisson
Cantidad no conformidades
Cantidad no conformidades
por unidad
Capacidad cualitativa
del proceso
Existen 2 limites
de especificacion
Cp=S-I/6(Desviacion estantar)
Existe 1 limite
de especificacion
Cp=X-I/3(Desviacion estandar)
Puntos de control
Control de calidad
Preventivo
No correctivo
Condiciones de
muestreo
estadistico
Aleatorio
Homegeneo
Representativo
Frecuencia de
las muestras
Cuando se inicia la
frecuencia es alta
Se controlan las variables
que no son estables
Limites de control
S= Limite superior
especificacion
I= Limite inferior
especificacion
LSC= Limite superior
de control
LIC= Limite inferior
de control